

首頁
>
企業(yè)商訊
>
行業(yè)動態(tài)








系方式")
行業(yè)動態(tài)
防爆電氣設(shè)備鑄造件表面瑕疵修復(fù),針對防爆電氣設(shè)備而言,主要指隔爆連接面的缺點修復(fù)。鑄造合金制造出來的隔爆機殼的隔爆面在深度加工之后存在一些比如出氣孔、沙孔、刮痕等缺點,在符合要求的前提下,也可以進行適度修復(fù)后再用。
1.缺點容許修復(fù)的判斷
GB 3836.13—1997《爆炸性氣體環(huán)境用電氣設(shè)備第13部分:爆炸性氣體環(huán)境用電氣設(shè)備的檢修》強調(diào),隔爆面上出現(xiàn)的缺陷,比如出氣孔、沙孔、刮痕等,在隔爆面總寬(L,L1)范圍之內(nèi)存有免傷的有效寬度L合乎表8時,容許焊補修復(fù)。
表8容許修復(fù)缺陷的相關(guān)規(guī)格① (單位:mm)

隔爆面上免傷的有效長度L,能夠幾個求和測算,計算方式如上圖所顯示。在圖中,隔爆面上免傷的有效長度L’的計算。
隔爆面上存有的缺點,在隔爆機殼安裝后會到發(fā)生爆炸反應(yīng)物傳播路徑上組成一些小的“內(nèi)腔”,其中同樣存在有爆炸性氣體混合物質(zhì)。當隔爆機殼內(nèi)發(fā)生爆炸事故時,發(fā)生爆炸反應(yīng)物通過這種內(nèi)腔時,引燃其中的爆炸性氣體混合物質(zhì),超強力地繼續(xù)向機殼外界噴涌,因此就可能eJ引燃環(huán)境因素,即產(chǎn)生“傳爆”。這是很危險的事情,因此這種缺點務(wù)必給予修復(fù)。
這里需要指出的是:
①合乎以下情形之一者,零件可以不用修復(fù)而直接使用:
孔徑和深層都不得超過1mm的沙孔,在總寬為40mm和25mm的隔爆面上,每1平方毫米范圍之內(nèi)不得超過3個;在總寬為12.5mm的隔爆面上,每1平方毫米范圍之內(nèi)不得超過2個。
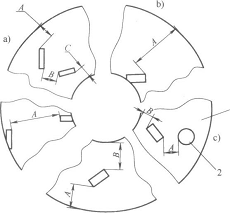
圖18隔爆面缺點平面圖
(a)法蘭內(nèi)邊緣與外邊沿之間2個缺點(b)法蘭邊緣一個缺點(c)法蘭內(nèi)邊緣與螺栓(螺絲)孔之間一個缺點。(d)法蘭內(nèi)邊緣與外邊沿之間一個缺點(e)法蘭內(nèi)邊緣、外邊緣缺點1-法蘭盤2-螺栓(螺絲)孔
寬和深層不得超過0.5mm的刮痕,剩下免傷的有效寬度(L)三分之二。可是,刮痕邊緣的毛刺務(wù)必磨平。
②合乎以下情形之一者,零件不可以修復(fù)再用:
螺栓(螺絲)孔周邊5ram范圍內(nèi)的缺點。
隔爆面寬L(或L1)不大于6mm范圍內(nèi)的缺點。
隔爆面的邊緣處。
活動式隔爆連接面。
隔爆面有松散現(xiàn)象的零件。
2.缺點修復(fù)的辦法
隔爆面里的這種容許修復(fù)缺點可以用多種方法進行焊補修復(fù)。
用纖焊修復(fù)方式。這是一種又簡單又實用修復(fù)方式,實際加工工藝方式如下所示:
(1)焊料和釬劑
在這樣的修補中使用的焊料為含錫量為58%~60%(質(zhì)重分熬)的鑷芯焊接材料,釬劑為氯銨(質(zhì)量濃度為15%)和氯化鎂(質(zhì)量濃度為35%)的溶液。
(2)纖焊工藝流程
①用手電鉆(依據(jù)缺點尺寸采用鉆頭)或刮板清除缺點,直到外露出金屬表層才行,并消除缺點四周的油漬、臟物。
②用氣爐加熱焊補處,使缺點外表溫度大概200℃。留意:氣爐火苗不要直接噴涌在缺陷上。
③在缺陷表層涂以釬劑,用電鉻鐵(200W)將焊料熔化填充缺陷處。
④在焊補修復(fù)冷卻后,用刮板鏟刮高出的那一部分焊接材料并且用打磨砂紙擦磨整平,使補焊表層做到零件設(shè)計圖的規(guī)定。
(3)修復(fù)質(zhì)量檢測
①查驗缺點修復(fù)部位及尺寸是否在容許修復(fù)范圍之內(nèi)。
②查驗補焊材料與缺點金屬表層的融合是不是堅固,有沒有空焊、假焊狀況。
③查驗修復(fù)位置的外表粗糙度。
④用直尺查驗修復(fù)部件表層和原表層的平直度。這一點很重要,修復(fù)位置的突起或凹進都是會擴大隔爆空隙,這也是不允許的。